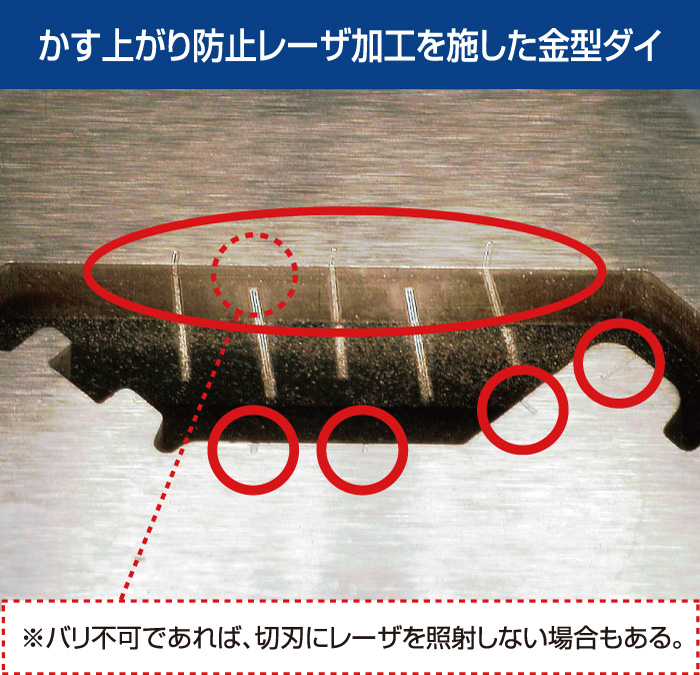
かす上がり防止レーザ加工
薄板の高速プレス打抜きに最適!
プレス型、かす上がりで困っていませんか?
当社のかす上がり防止レーザ加工でメンテナンス工数を削減、生産性が格段に向上します。
特許取得かす上がり防止レーザ加工

ダイの新作加工から
レーザ加工のみでも受注します!
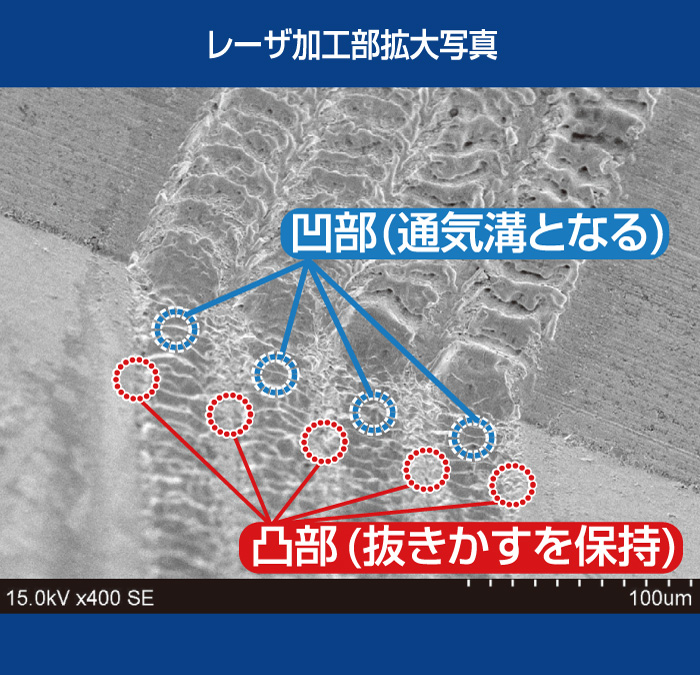
弊社案の方式では、打ち抜かれた直後の抜きかすと1ショット前に打ち抜かれた抜きかすとの間の空気をレーザ溝から排出することができる為、打ち抜かれた抜きかすがスムーズにダイの中に係止されます。さらにパンチが上昇する際にもパンチ先端面と抜きかすとの間にレーザ溝から空気が入り込む為、負圧の発生を大幅に低減でき、かす上がり防止に有効です。厚み50µmのりん青銅薄板を毎分2000ショットで高速プレス打ち抜きしてもかす上がりを防止できている事例があります。
カタログダウンロードはこちら
受賞歴
- 2012年 「第4回ものづくり日本大賞」(経済産業省)製造・生産プロセス部門優秀賞受賞
かす上がり発生の様子





一般的なかす上がり対策と問題点
パンチにキッカーピンを設ける方法
この方式では打ち抜かれた直後の抜きかすと、1ショット前に打ち抜かれた抜きかすとの間の空気が、パンチの下降と共に圧縮され強い反発力が生じます。この反発力がキッカーピンの押しつけ力を上回る場合、かす上がりを防止できないことがあります。
パンチをダイに深く入れる方法
この方式ではパンチとダイの切れ味が鈍ってくると、ダイから抜きかすが落下しにくくなり、パンチが下死点から上昇する際に、かす上がりが発生しやすくなります。
パンチに空気穴を開ける方法
この方式では、パンチが下死点から上昇する際に、打ち抜かれた直後の抜きかすと、パンチ先端面との間に生じる負圧が、パンチに設けられた溝から流れ込む空気によ り破壊される為、かす上がりの防止に有効です。ところがパンチの下降時に、打ち抜かれた直後の抜きかすと1ショット前に打ち抜かれた抜きかすとの間の空気が、圧縮されて生じる強い反発力を解消することができない為、かす上りを防止できない場合があります。
ダイの切刃を逆テーパにする方法
この方式では抜きかすがダイの中で次第に圧縮されるため、ダイへの係止力が増加するため、かす上がりの防止に有効です。ところが打ち抜かれた直後の抜きかすと1 ショット前に打ち抜かれた抜きかすとの間の空気が、パンチの下降と共に圧縮されることから生じる強い反発力を解消することができない為、かす上がりを防止できない場合があります。
当社のかす上がり防止加工




お客様の声
ベリリウム銅t0.05材の高速打抜きプレス金型に採用しました。従来はかす上がり対策で5~20万ストローク毎に金型メンテナンスを行っていましたが、このレーザ加工を導入後、80万ストローク毎に再研磨をしていますが、現在280万ストロークでもかす上がり発生もなく稼働中です。メンテナンス工数を大幅に削減できました。
純鉄t0.6材のプレス打抜きに使用しました。従来は20~30万ストロークで切刃が磨耗し、かす上がりが頻発するため、メンテナンスを行っていました。このレーザ加工でかす上がりが無くなり、生産性が格段に向上しました!
真鍮t0.6材のプレス加工において、かす上がりによる打痕不良発生率が約90%と高かったのですが、このレーザ加工を導入後、刃先をダラす必要がなくなり、打痕不良の発生率を約10%まで低減できました。打痕不良の発生率が大幅に減少しました。
よくあるご質問
ご質問で多い内容等をQ&A形式で掲載しています。その他お気軽にお問い合せ下さい。
- 市販で販売されているかす上がり対策ダイとの違いは何でしょうか?
- かす上がり防止レーザ加工では、ダイの切刃下からでもレーザ加工を施すことができますので 製品にバリが発生しません。また、ワイヤー放電で加工する溝よりも凸がはっきりとしており、かすの食らいつきの効果も大きくなります。
- どの程度の大きさまで加工可能でしょうか?
- □100mmのワークまで加工が可能です。
- 納期はどの程度でしょうか?
- 通常は1週間程度です。短納期でも対応させていただきますので、お問合せください。
- 寿命はどの程度でしょうか?
- 被加工材の材質や板厚等によって変わります。実績ではベリリウム銅t0.05材の高速打抜きプレス金型で、従来のかす上がり対策を施した場合、5~20万ストローク毎に金型のメンテナンスを行っていましたが、かす上がり防止レーザ加工を導入後、280万ストロークでもかす上がりの発生がなく稼働中です。
メディア掲載
- 2020.12.09 「プレス技術」2020 VOL.58 NO.13の特集ページに掲載されました。
- 2015.07.09 「金型 KANAGATA」NO.161に掲載されました。
- 2015.06.16 「型技術」2015 VOL.30 NO.6の特集ページに掲載されました。
- 2011.03.28 「プレス技術・日刊工業新聞社刊」誌2010年10月号の特集ページに掲載されました。
お問い合わせ
06-6911-1183
受付時間:8:30~17:00(日・祝・休日の土曜日を除く)
営業課 和泉大輝、小山田まで